Jiangsu Baodie Automation Equipment Co., Ltd.





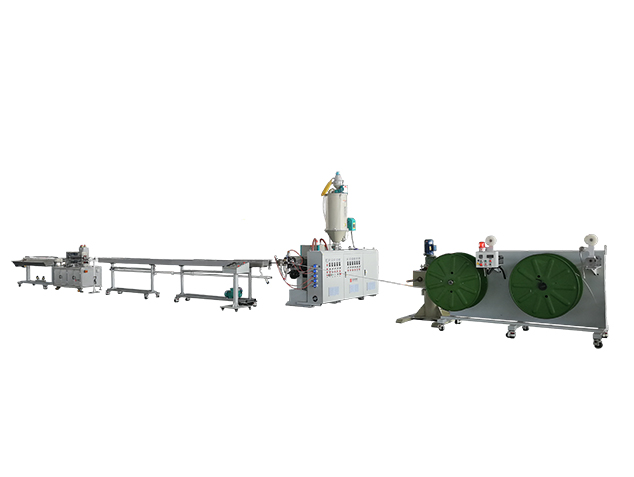
Il existe deux types de procédés d'extrusion
Méthode en deux étapes : extrusion et enroulement du tube de la couche intérieure → déroulement du tressage → déroulement du revêtement de la couche extérieure et enroulement/découpe ;
Méthode en une étape : extrusion du tube intérieur → tressage en ligne → revêtement en ligne extrusion de la couche extérieure → enroulement/découpe.



Notreavantage

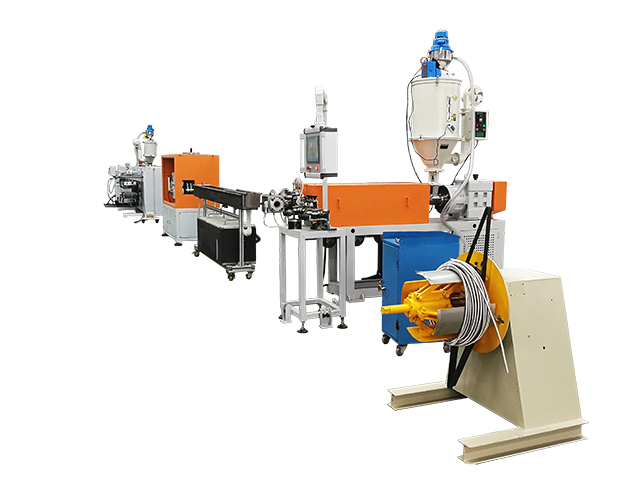
Caractéristiques de la ligne de production
- L'ensemble de la ligne est équipé d'un entraînement SERVO complet pour assurer un fonctionnement stable de chaque maillon technologique de l'extrusion, tel que la décharge, la mesure de la fusion, la traction, etc.
- Adoptez le réchauffeur en cuivre moulé, qui peut répondre à la température de traitement d'extrusion jusqu'à 500 ℃ ;
- Équipé d'un système de pompe doseuse, pour assurer la précision de l'extrusion du matériau fondu, augmenter la pression de la tête de filière pour éviter les creux à l'intérieur ;
- Conception spéciale du réservoir de fonction de moulage par refroidissement à air chaud, adapté au matériau haute température PEEK, au processus de moulage par refroidissement du matériau soluble dans l'eau PVA ;
- Équipé d'une détection OD en ligne et d'une fonction de contrôle de rétroaction automatique, la tolérance dimensionnelle du produit est contrôlée au minimum pour améliorer le niveau d'automatisation de toute la ligne ;
- Le câblage servo traverse + contrôle du programme PLC pour obtenir une précision en ligne et un enroulement soigné, les bobines grandes et petites peuvent être utilisées pour un enroulement soigné.